
La scelta del metodo di fusione corretto è una decisione fondamentale che determina la qualità finale di un prodotto, costo, e fattibilità. Entrambi Pressofusione E Colata in sabbia sono processi fondamentali nella lavorazione dei metalli, ma operano secondo principi molto diversi e soddisfano requisiti industriali separati. Mentre entrambi raggiungono l'obiettivo fondamentale di modellare il metallo fuso nella forma desiderata, comprenderne i meccanismi distinti e i compromessi è essenziale per gli ingegneri di prodotto e gli specialisti degli approvvigionamenti.
Panoramica e principi fondamentali
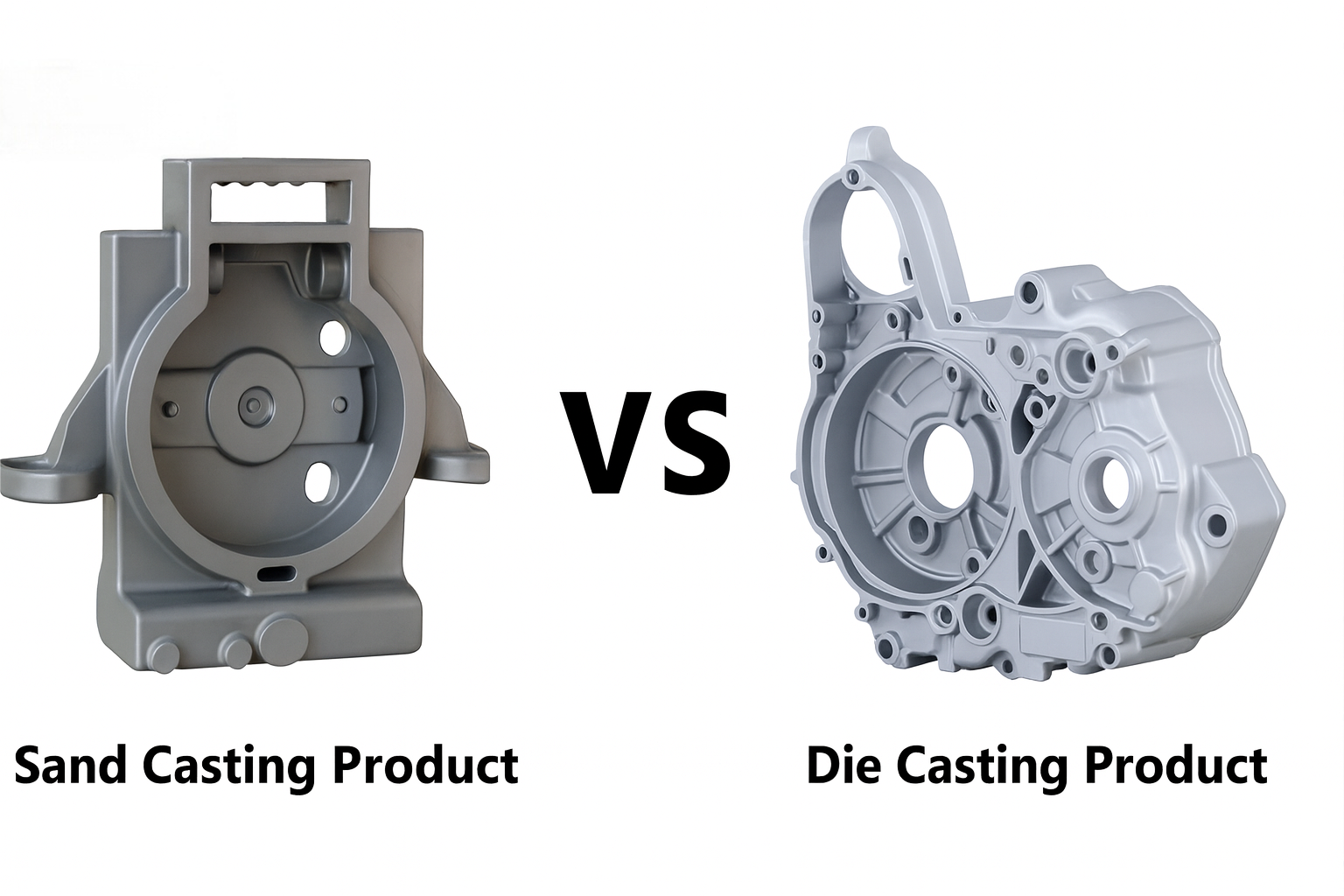
Pressofusione (Processo ad alta pressione)
La pressofusione utilizza durevole, lavorato con precisione stampi in metallo (muore). Il metallo fuso viene iniettato in questi stampi pressione estremamente alta (fino a 4,500 psi) e alta velocità. Questa pressione forza il metallo in ogni cavità dello stampo, creando caratteristiche altamente definite. Una volta solidificato, il dado si apre, e la parte (il casting) viene espulso.
Colata in sabbia (Processo atmosferico)
Colata in sabbia, la forma più antica di fusione, utilizza stampi creati da una miscela di sabbia, argilla, e acqua (o leganti chimici). Il metallo fuso viene colato nella cavità dello stampo sottostante pressione atmosferica (sola gravità). Lo stampo in sabbia viene distrutto per recuperare il pezzo finito, ed è necessario preparare un nuovo stampo per il ciclo successivo.
Differenze chiave in dettaglio
La selezione spesso dipende da un confronto approfondito tra sette parametri chiave:
UN. Materiale degli utensili e durata
Pressofusione: Gli stampi in metallo (muore) sono realizzati in acciaio per utensili temprato, progettato per resistere a migliaia di cicli. Questa elevata durabilità è il fondamento dell’efficienza del processo per la produzione di massa.
Colata in sabbia: Gli stampi sono effimeri e sono costituiti da sabbia compattata, progettato per un uso singolo. Il modello (utilizzato per creare la cavità nella sabbia) può essere di legno, plastica, o metallo, offrendo costi iniziali inferiori.
B. Volume di produzione e costi degli utensili
| Parametro | Colata in sabbia | Pressofusione |
| Costo degli utensili (Iniziale) | Basso (tipicamente $500 A $8,000) | Alto (tipicamente $8,000 A $80,000 o più) |
| Tempo del ciclo | Lento (comprende 5–10 minuti per la preparazione/distruzione dello stampo) | Veloce (cicli misurati in secondi/minuti) |
| Volume ideale | Basso-medio (Prototipi, 1 A 500 unità) | Produzione di massa ad alto volume (Migliaia a milioni) |
| Costo per parte | Più alto | Molto basso (a causa del tempo di ciclo veloce) |
C. Accuratezza e precisione dimensionale
L'alta pressione utilizzata nella pressofusione è fondamentale per la precisione.
Pressofusione: Raggiunge precisione dimensionale superiore (tolleranze spesso entro ± 0.05 mm a ± 0.15 mm. Questa precisione spesso riduce al minimo o elimina la necessità di costose lavorazioni successive.
Colata in sabbia: Precisione inferiore (tolleranze tipicamente ± 0.8 mm a ± 1.5 mm). Il processo si traduce in una vestibilità più ampia e richiede una misura più grande sovrametalli di lavorazione (materiale extra aggiunto per la successiva lavorazione CNC).
D. Finitura superficiale e spessore della parete
Finitura superficiale:
Pressofusione: Produce un eccellente, finitura liscia (così basso come 1 µm) appena fuori dallo stampo, spesso non richiede alcuna finitura.
Colata in sabbia: Lascia un grossolano, superficie ruvida a causa della consistenza dello stampo di sabbia, che richiedono una pulizia approfondita, macinazione, o granigliatura.
Spessore della parete:
Pressofusione: Capace di produrre molto pareti sottili (sottile come 0.5 mm), consentendo progetti leggeri.
Colata in sabbia: Limitato a pareti più spesse (tipicamente 3 mm o più) per garantire un flusso adeguato e prevenire difetti di solidificazione.
E. Qualità e forza interna
Pressofusione: L'iniezione ad alta pressione riduce al minimo la porosità interna (interstizi d'aria). Ciò si traduce in un più denso, parte più forte con proprietà meccaniche superiori e una struttura interna più coerente.
Colata in sabbia: Poiché il metallo viene versato per gravità, sacche d'aria e porosità sono comuni. Mentre la resistenza complessiva del materiale può essere paragonabile, il rischio di difetti interni è maggiore, che può influenzare la consistenza e la durata a fatica.
F. Selezione dei materiali e vincoli dimensionali
Limitazioni materiali (Cordialità della lega):
Pressofusione: Principalmente limitato a leghe a basso punto di fusione come l'alluminio (Al), Zinco (Zn), Magnesio (Mg), e Rame (Cu) leghe. Metalli ferrosi ad alto punto di fusione (come l'acciaio) sono generalmente incompatibili perché danneggerebbero rapidamente la matrice metallica.
Colata in sabbia: Altamente versatile e adatto alle leghe. Può essere utilizzato per quasi qualsiasi metallo, comprese le leghe ferrose ad alta temperatura come acciaio e ghisa, poiché lo stampo in sabbia viene distrutto dopo l'uso.
Vincoli di dimensione:
Pressofusione: Solitamente limitato a pezzi di piccole e medie dimensioni (per esempio., blocchi motore, casi di trasmissione, alloggiamenti).
Colata in sabbia: Ideale per componenti molto grandi (per esempio., involucri massicci della pompa, basi macchina di grandi dimensioni, eliche di navi), poiché le dimensioni dello stampo possono essere facilmente ridimensionate.
Selezionare il processo giusto
La scelta ottimale viene determinata dando priorità ai requisiti chiave del componente finale:
| Se il tuo requisito principale è... | Scegliere… | Motivazione |
| Elevato volume di produzione | Pressofusione | Tempo di ciclo più veloce (rendimento più elevato). |
| Budget basso per gli utensili / Avvio rapido | Colata in sabbia | Investimento iniziale minimo e creazione rapida del modello. |
| Finitura superficiale superiore / Pareti sottili | Pressofusione | L'iniezione a pressione crea superfici lisce e consente design più sottili. |
| Fusione di acciaio o ghisa | Colata in sabbia | Può sopportare l'elevata temperatura di fusione delle leghe ferrose. |
| Dimensioni della parte molto grandi | Colata in sabbia | Dimensioni dello stampo scalabili e costo inferiore per volume unitario per componenti di grandi dimensioni. |
| Tolleranze strette & Lavorazione minima | Pressofusione | Precisione intrinsecamente più elevata ed eccellente ripetibilità. |
Applicazioni tipiche
Applicazioni di pressofusione: Settore automobilistico (staffe del motore, alloggiamenti di trasmissione, pistoni), Elettronica (dissipatori di calore, recinzioni), Utensili elettrici, Dispositivi medici, e giocattoli.
Applicazioni di fusione in sabbia: Valvole grandi, blocchi motore, telai per macchine agricole, basi per macchine utensili, e qualsiasi specializzato o prototipo parte necessaria in modo rapido ed economico.
In sintesi, La pressofusione è un processo ad alta velocità, soluzione ad alta precisione per volumi elevati, pezzi medio-piccoli, Mentre Sand Casting è un flessibile, opzione a basso costo per i prototipi, piste a basso volume, e componenti molto grandi realizzato con qualsiasi lega.
Domande frequenti
1. Perché la pressofusione è generalmente limitata alle leghe a basso punto di fusione come alluminio e zinco?
Usi pressofusione stampi metallici realizzato in acciaio temprato. Se metalli ad alto punto di fusione (come l'acciaio o la ghisa) sono stati utilizzati, il calore estremo causerebbe la rapida erosione degli stampi metallici (un processo chiamato fatica termica o “controllo termico”), riducendo drasticamente la durata dello stampo e aumentando i costi di manutenzione. Perciò, la pressofusione è economicamente vantaggiosa solo con leghe che hanno temperature di fusione più basse, come l'alluminio (Al), Zinco (Zn), e magnesio (Mg).
2. Le fusioni in sabbia possono raggiungere la stessa precisione delle pressofusioni se viene eseguita la post-lavorazione?
Durante la post-lavorazione (per esempio., utilizzando il CNC) può correggere le imprecisioni dimensionali e la finitura superficiale ruvida delle fusioni in sabbia, raggiungimento del stesso livello di precisione come un as-cast la parte pressofusa è spesso poco pratico e costoso. I getti in sabbia richiedono un grande sovrametallo di lavorazione (materiale aggiuntivo) per compensare le variazioni di fusione. La rimozione di questo materiale tramite CNC aggiunge tempo e costi significativi, spesso annullando il risparmio iniziale del processo di fusione in sabbia.
3. Qual è la causa principale della finitura superficiale ruvida nella fusione in sabbia?
La rugosità nella fusione in sabbia è causata da materiale dello stampo stesso. Le particelle di sabbia utilizzate per creare la cavità sono relativamente grossolane. Quando il metallo fuso riempie la cavità, la sua struttura superficiale rispecchia la tessitura grossolana dei granelli di sabbia, risultando in un opaco, granulare, e superficie irregolare.
4. Perché sono difetti interni (porosità) più comune nella fusione in sabbia che nella pressofusione?
Nella fusione in sabbia, il metallo viene versato sotto gravità (pressione atmosferica). Durante la solidificazione, le bolle di gas possono rimanere intrappolate, oppure si possono formare con relativa facilità cavità da ritiro, portando a porosità. In pressofusione, IL pressione di iniezione estremamente elevata compatta il metallo mentre solidifica, costringendo l'aria e i gas a fuoriuscire e risultando in un ambiente molto più denso, struttura interna strutturalmente più solida con porosità minima.
5. Per la produzione in piccoli volumi di grandi pezzi, quale fattore rende la colata in sabbia più economica nonostante il suo tempo di ciclo lento?
Per tirature a basso volume di pezzi di grandi dimensioni, l’alto costo di creazione di un bene durevole, precisione stampo in metallo per la pressofusione diventa una spesa enorme. La fusione in sabbia è più economica perché l'utensileria (IL modello utilizzato per realizzare lo stampo in sabbia) è spesso realizzato con materiali poco costosi come il legno, plastica, o schiuma, rappresentando un investimento di capitale minimo rispetto al massiccio stampo in acciaio richiesto per il processo alternativo.
6. In che modo differisce la velocità di raffreddamento tra i due processi?, e perché è importante?
Pressofusione: Il metallo fuso entra in contatto con il freddo, denso stampo in metallo, risultando molto raffreddamento rapido. Questo rapido raffreddamento spesso produce una struttura a grana più fine vicino alla superficie (una “zona relax”), che può migliorare la durezza e la resistenza della superficie.
Colata in sabbia: Il metallo fuso è circondato da poroso, isolante sabbia, risultando in molto velocità di raffreddamento più lenta. Il raffreddamento lento porta ad una struttura a grana più grossolana e può aumentare il rischio di difetti interni.
7. Quando si considera la sostenibilità, quale processo è più rispettoso dell'ambiente?
Entrambi i processi hanno fattori ambientali:
Pressofusione: Richiede un elevato consumo energetico a causa della necessità di mantenere caldi gli stampi metallici di grandi dimensioni e del sistema ad alta pressione. Tuttavia, gli stampi metallici sono riutilizzabili per centinaia di migliaia di parti.
Colata in sabbia: Il rifiuto principale è il grande volume speso, sabbia usata che deve essere smaltita o riciclata.
Generalmente, La pressofusione è considerata più sostenibile per la produzione di massa perché lo spreco di materiale estremamente basso, elevata ripetibilità, e una lunga durata dell'utensile si traducono in meno scarti complessivi per parte prodotta rispetto al consumo continuo di sabbia nel processo alternativo.
![]()

1 pensato a “Una guida completa alla pressofusione vs. Colata in sabbia: Scegliere il giusto processo di produzione”