
Al diseñar piezas para moldeo por inyección, Uno de los detalles más pasados por alto pero críticos es el ángulo de borrador. Un ángulo de salida no es simplemente una característica cosmética u opcional: afecta directamente qué tan bien se libera una pieza del molde., ¿Cuánto duran sus herramientas?, y qué tan consistente es su ciclo de producción.
Sin suficiente calado, Las piezas moldeadas pueden adherirse a la cavidad del molde., causa marcas de arrastre, deformación, o incluso daños por moho. Estos problemas conducen a tiempos de ciclo más largos., costosas reparaciones de herramientas, y calidad reducida de las piezas. Para eficiente, producción de alta calidad, comprender y aplicar los ángulos de inclinación adecuados es esencial.
Esta guía explicará qué es un ángulo de salida., por qué es crucial, y como aplicar borrador de mejores prácticas de diseño para un rendimiento óptimo del molde y calidad de las piezas.
¿Qué es un ángulo de salida??
¿Qué es un ángulo de salida?
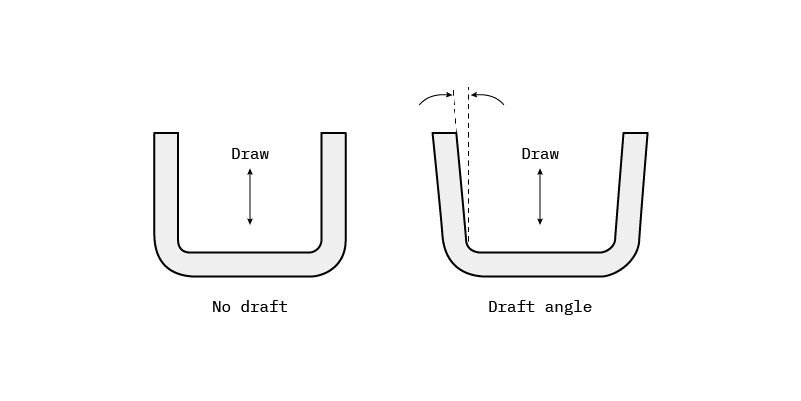
A ángulo de borrador es el cono aplicado a paredes verticales de una pieza moldeada por inyección para ayudarla a liberarse suavemente del molde. Generalmente se mide en grados (°) y asegura que a medida que se abre el molde, Las piezas no se arrastran ni raspan contra las paredes de la cavidad..
Piénsalo de esta manera: si las paredes de una taza moldeada fueran perfectamente rectas, la pieza crearía un vacío o un bloqueo por fricción contra el molde. Un ángulo de inclinación ensancha ligeramente la parte superior., facilitando que la pieza se expulse limpiamente.
En breve, ángulos de borrador:
Reducir la fricción entre la pieza y el molde.
Minimizar la fuerza de expulsión
Prevenir daños en la superficie
Permitir más rápido, ciclos de producción más confiables
Beneficios de incorporar ángulos de tiro
Incluir ángulos de salida en el diseño de su pieza genera numerosos beneficios, tanto para la eficiencia de fabricación como para la calidad del producto:
Reduce la fuerza de expulsión y la fricción. entre el molde y la superficie de la pieza
Previene raspaduras, marcas de arrastre, o deformación, asegurando un acabado más suave
Aumenta la longevidad del molde. minimizando el desgaste durante la expulsión
Acelera los tiempos de ciclo al permitir un desmolde más fácil
Mejora la consistencia de las piezas. en grandes tiradas de producción
Reduce las tasas de rechazo y desperdicio, reduciendo el costo total de fabricación
En breve, añadir un borrador mejora no sólo la estética y precisión dimensional de sus partes sino también del rentabilidad de todo tu proceso.
Borrador de reglas y mejores prácticas de ángulos
1. Ángulo de tiro mínimo: 1.5° a 2°
Un mínimo de 1.5°–2° generalmente se recomienda para piezas con profundidades de molde de hasta 2 pulgadas (50 milímetros).
Esto es suficiente para evitar marcas de arrastre y permitir una expulsión confiable..
En Grace Arnés, Nuestros ingenieros suelen recomendar 2° o más para proporcionar un margen de seguridad, especialmente cuando los acabados superficiales, geometrías complejas, o se trata de tolerancias estrictas.
2. Proyecto de dirección: Hacia la apertura del molde
Aplicar siempre borrador en la dirección del movimiento del molde. Cuando se abre el molde, el lado de la cavidad se mueve hacia arriba o hacia afuera, entonces el borrador debería seguir esa dirección.
Por ejemplo, en una pieza hueca en forma de caja, el la abertura superior debe ser un poco más ancha que el fondo. Esto asegura que cuando la pieza sea expulsada, no se adhiere al núcleo ni a las paredes de la cavidad.
3. Agregue 1° de calado por pulgada de profundidad
A medida que aumenta la profundidad de una característica moldeada, también lo hace el área de superficie y la fricción durante la expulsión..
Una buena regla general es añadir 1° de calado por cada 25 milímetros (1 pulgada) de profundidad de la cavidad.
Ejemplo:
Si tu característica es 75 mm profundo, deberías incluir al menos 3° de tiro para una expulsión suave y un desgaste mínimo de la herramienta.
4. Aumente el borrador para superficies texturizadas o grabadas
Superficies texturizadas, como aquellos con mate, grano, o acabados en cuero, aumentar la fricción durante la expulsión. para compensar, agregar borrador adicional basado en la rugosidad de la superficie.
| Tipo de acabado superficial | Borrador recomendado |
| Superficie lisa o pulida | 1°–2° |
| Textura ligera | 3° |
| Textura media | 4° |
| Textura pesada o grabado profundo | 5° o más |
Consejo: Confirme siempre la profundidad de la textura. (medido en microns) con su proveedor de moldes para determinar el incremento de tiro correcto.
5. Tenga en cuenta la contracción y la flexibilidad del material
Los diferentes plásticos se comportan de manera diferente cuando se enfrían. Materiales que encogerse más voluntad agarrar el molde más apretado, requiriendo un mayor ángulo de tiro.
| Material | Calado mínimo (°) | Borrador recomendado (°) | Notas |
| Nylon (Pensilvania) | 0° | 1° | Flexible, se libera fácilmente |
| Polietileno (EDUCACIÓN FÍSICA) | 0.5° | 1.5° | Baja contracción, buen flujo |
| CLORURO DE POLIVINILO | 0.5° | 1.5° | Rígido, necesita un ligero tiro |
| polipropileno (PÁGINAS) | 1° | 2° | Contracción moderada |
| policarbonato (ordenador personal) | 1.5° | 2° | Frágil, se beneficia de un mayor tiro |
regla general:
Cuanto mayor sea la contracción o rigidez del material., el mayor el calado necesitas.
6. Aplicar borrador a todas las funciones que entran en contacto con el molde
El tiro no se limita a las paredes exteriores.cada característica moldeada que entra en contacto con el molde debe tener tiro para asegurar una liberación adecuada..
| Tipo de característica | Borrador recomendado (°) |
| Costillas | ≥ 0,5° |
| Diámetro interior del jefe | ≥ 0,25° |
| Diámetro exterior del jefe | ≥ 0,5° |
| Refuerzos o rejillas | ≥ 1° |
Esto se aplica a núcleos internos, cavidades externas, y características de refuerzo como costillas que fortalecen las paredes delgadas.
7. Borrador de doble cara para piezas simétricas
Para piezas que se dividen a lo largo de la línea central (como cilindros o cúpulas), El tiro debe aplicarse a ambos lados. de la línea de separación.
Cada lado del molde tiene su propia dirección de liberación., por lo que ambas superficies necesitan ángulos de inclinación adecuados para evitar que se peguen.
8. Calado mínimo: Nunca bajes de 0,5°
Incluso en los casos en los que se necesitan paredes verticales casi rectas, debería incluir al menos 0,5° de calado en todas las caras verticales.
Si su diseño exige absolutamente una geometría recta, consulte con su fabricante de moldes para ver si la textura, pulido, o los ajustes de la línea de separación pueden ayudar a compensar.
Recordar: algún borrador siempre es mejor que ninguno.
Errores de diseño comunes que se deben evitar
Olvidarse de aplicar tiro a las paredes internas o nervaduras.
Diseño de modelos CAD sin borrador integrado (causando retrabajo más tarde)
No ajustar la textura o el espesor del recubrimiento
Ignorar el comportamiento de contracción del material
Complicar demasiado la geometría de la pieza sin considerar la dirección de desmoldeo
El borrador es un requisito, No es una sugerencia

El borrador es un requisito, No es una sugerencia
Los diseñadores suelen centrarse en la geometría de las piezas., estética, o funcionalidad sin tener en cuenta la capacidad de fabricación.
Sin embargo, no importa cuán perfecto se vea tu diseño en CAD, No se puede moldear de manera eficiente sin un borrador adecuado..
Un tiro inadecuado conduce a:
Parte pegada o rasgada
Daños por moho y tiempo de inactividad
Palos acabados superficiales
Aumento de los costes de chatarra y mantenimiento.
Priorice siempre el borrador en las primeras etapas de diseño: es una parte esencial del Diseño para la fabricación (DFM).
Consejos avanzados de Tapas de precisión
Integrar borrador temprano:
Agregue ángulos de salida durante la etapa de modelado CAD. Esto garantiza que su prototipo o impresión 3D ya refleje una geometría moldeable realista..
Realizar análisis DFM:
Antes de la fabricación del molde, ejecutar una verificación DFM para identificar un borrador insuficiente o áreas de liberación complejas. Nuestro equipo ofrece análisis DFM gratuito para ayudarle a optimizar el diseño del molde..
Colaborar con fabricantes de herramientas:
Discutir la dirección del borrador, colocación de la línea de separación, y métodos de expulsión temprana. Los fabricantes de herramientas a menudo pueden sugerir ajustes sutiles que mejoran enormemente la capacidad de fabricación..
Prueba con prototipos:
Utilice la impresión 3D o herramientas informáticas para validar su borrador de diseño antes de comprometerse con la producción a gran escala..
Resumen de referencia de ángulo de desmoldeo rápido
| Factor | Borrador recomendado (°) |
| Superficie lisa | 1°–2° |
| Textura ligera | 3° |
| Textura pesada | 5°+ |
| Profundidad poco profunda (<25 milímetros) | 1°–2° |
| Cavidad Profunda (>75 milímetros) | 3°–4° |
| Material de PP o PC | 2° |
| Nylon o plásticos flexibles | 1° |
| Costillas / Jefe | 0.25°–0,5° |
Conclusión
Los ángulos de salida pueden parecer un pequeño detalle de diseño, pero su impacto en la capacidad de fabricación es enorme. Protegen tu moho, mejorar la apariencia de la pieza, y menores costos de producción.
Para un moldeo por inyección exitoso:
Agregar al menos 1,5°–2° borrador cuando sea posible
Aumento para partes texturizadas o profundas.
Cuenta de material y geometría.
Aplicar borrador a cada elemento en contacto con el molde.
En duda, recordar: más borrador = menos problemas.
Leer más:
Todo sobre los conceptos básicos del moldeo por inyección de plástico
Tipos de moldes de inyección: Categorías, Características, y aplicaciones industriales
Costillas de plástico para el diseño de moldeo de inyección: Mejores prácticas y pautas
Preguntas frecuentes
1. ¿Por qué es importante el ángulo de salida en el moldeo por inyección??
Los ángulos de salida son esenciales para garantizar una expulsión suave de la pieza del molde.. Sin borrador, las piezas pueden pegarse, urdimbre, o dañar la herramienta, lo que resulta en costosos tiempos de inactividad y productos de mala calidad.
2. ¿Qué pasa si diseño una pieza sin borrador??
Una pieza sin tiro creará una alta fricción durante la expulsión., a menudo causando marcas de arrastre, distorsión, o incluso partes agrietadas. También aumenta el desgaste de la herramienta., lo que acorta la vida útil del molde y aumenta los costos de mantenimiento.
3. ¿Cuánto borrador debo agregar para superficies texturizadas??
Para piezas texturizadas o con acabado granulado, aumentar el ángulo de tiro en 1°–2° más allá del valor base. Las superficies con mucha textura pueden requerir hasta 5° o más dependiendo de la profundidad del patrón.
4. ¿El ángulo de desmoldeo afecta la apariencia de mi pieza??
Sí, pero positivamente. Un borrador correctamente diseñado garantiza un acabado más suave., menos marcas, y color o textura consistente después del moldeado. Visualmente, la diferencia entre 1° y 2° apenas se nota a simple vista.
5. ¿Puedo aplicar borrador cero por razones estéticas??
Si bien es posible en casos raros, es arriesgado. Si debe utilizar borrador cero (para requisitos puramente visuales), Su fabricante de moldes puede utilizar recubrimientos especiales o sistemas de expulsión., pero esto aumenta el costo de las herramientas y el mantenimiento.. Incluso 0.5° borrador es muy recomendable como mínimo.
6. ¿Cuándo debo agregar un borrador en el proceso de diseño??
Agregue el borrador lo antes posible en el etapa de diseño CAD. Aplicarlo más tarde puede provocar conflictos de geometría., rehacer, y costosos retrasos antes del mecanizado. La incorporación de borradores desde el principio garantiza un flujo de trabajo más rápido desde el diseño hasta la producción..
![]()

2 pensamientos sobre "Guía de diseño de ángulos de tiro & Mejores prácticas: Cómo diseñar para una mejor liberación del molde”