El posprocesamiento se refiere a cualquier operación secundaria realizada en una pieza moldeada por inyección de plástico después de haber sido expulsada de la cavidad del molde.. Mientras moldeo por inyección es un proceso de fabricación altamente eficiente, tiene limitaciones, y las piezas rara vez salen completamente listas para el uso final previsto.
La función principal del posprocesamiento es doble.: ejecutar acciones correctivas que eliminan material no deseado o defectos superficiales, y realizar procesos secundarios funcionales o decorativos que la máquina de moldeo no puede lograr de manera eficiente o en absoluto.
Esta etapa es crucial porque a menudo representa una compensación costo-beneficio.. Por ejemplo, lograr un color específico o un gráfico complejo mediante el posprocesamiento podría ser significativamente más económico que invertir en costosas resinas pigmentadas, etiquetado complejo en molde, o diseños de herramientas altamente sofisticados. Al agregar estos pasos, Los fabricantes pueden utilizar materiales base menos costosos y moldes más simples., mitigar los altos costos iniciales.
Esta guía detalla las seis técnicas de posprocesamiento más comunes y críticas utilizadas en la industria del moldeo por inyección de plástico.:
Recorte de puerta
Cuadro
Marcado láser
Tampografía
Estaca de calor
Soldadura ultrasónica
Actividades comunes de posprocesamiento
1. Recorte de puerta

Recorte de puerta
Las compuertas son los puntos de conexión críticos donde el plástico fundido fluye desde el sistema de canales hacia la cavidad del molde.. Incluso con un diseño de herramienta óptimo, En este punto queda una pequeña protuberancia de material solidificado., A menudo se lo denomina “vestigio de la puerta”. Destello, una fina capa de exceso de material forzado hacia la línea de separación del molde o alrededor de los pasadores expulsores, es otro defecto común.
Objetivo: El objetivo principal del recorte de puertas. (o degradar) y la eliminación de rebabas es para garantizar que la pieza sea estéticamente agradable, encaja correctamente durante el montaje, y funciona según lo previsto (especialmente para sellar superficies).
Métodos:
Recorte manual: Para los más pequeños, Partes más simples, esto implica el uso de herramientas manuales como tijeras afiladas, cuchillos, o cortadores especializados. Este es el método más intensivo en mano de obra y de calidad variable..
Recorte automatizado: Para piezas complejas o de gran volumen, accesorios, herramientas de corte integradas en la máquina de moldeo, o se utilizan brazos robóticos para garantizar la consistencia y la velocidad..
Descompresión en el molde: Herramientas de alta ingeniería (como los de puertas submarinas o de canal caliente) están diseñados para cortar limpiamente el vestigio de la puerta antes la pieza es expulsada, Minimizar o eliminar la necesidad de un recorte secundario..
2. Cuadro

Cuadro
Aunque hay plásticos de colores disponibles, La pintura es un postproceso preferido para lograr colores específicos., acabados especializados (como metálicos o texturas), o proporcionar capas funcionales protectoras (como blindaje EMI).
Preparación previa a la pintura: La adhesión exitosa es primordial. Los plásticos son químicamente diversos., y algunos, como polietileno (EDUCACIÓN FÍSICA) y polipropileno (PÁGINAS), tienen baja energía superficial, haciendo que los líquidos formen gotas en lugar de esparcirse.
Limpieza/Lijado: Requerido para eliminar los agentes desmoldantes., polvo, y aceites.
Tratamiento con plasma: Este proceso altamente efectivo utiliza plasma de gas para aumentar la energía superficial de los polímeros no polares., Introducir grupos funcionales polares que crean una atracción molecular más fuerte entre el plástico y la pintura..
Métodos de pintura:
pintura en aerosol: El método más común. Se puede aplicar en una o varias capas.. Las pinturas pueden ser autocurables. (secar al aire) o curado químicamente. Las pinturas de curado UV son rápidas., eficiente, y minimizar los compuestos orgánicos volátiles (COV) emisiones.
Recubrimiento en polvo: Un proceso de acabado en seco en el que se carga electrostáticamente polvo plástico finamente molido y se rocía sobre la pieza.. Luego se calienta la pieza (Curado UV o en horno) para derretir el polvo hasta obtener una masa suave, acabado duradero. Ofrece una excelente resistencia al desconchado..
Serigrafía (Impresión de pantalla): Utilizado para aplicar patrones., logotipos, o texto, a menudo en dos o más colores. Una malla tejida porosa (pantalla) Se utiliza para soportar una plantilla que bloquea la tinta., dejando áreas abiertas a través de las cuales la tinta se fuerza hacia el sustrato.
3. Marcado láser
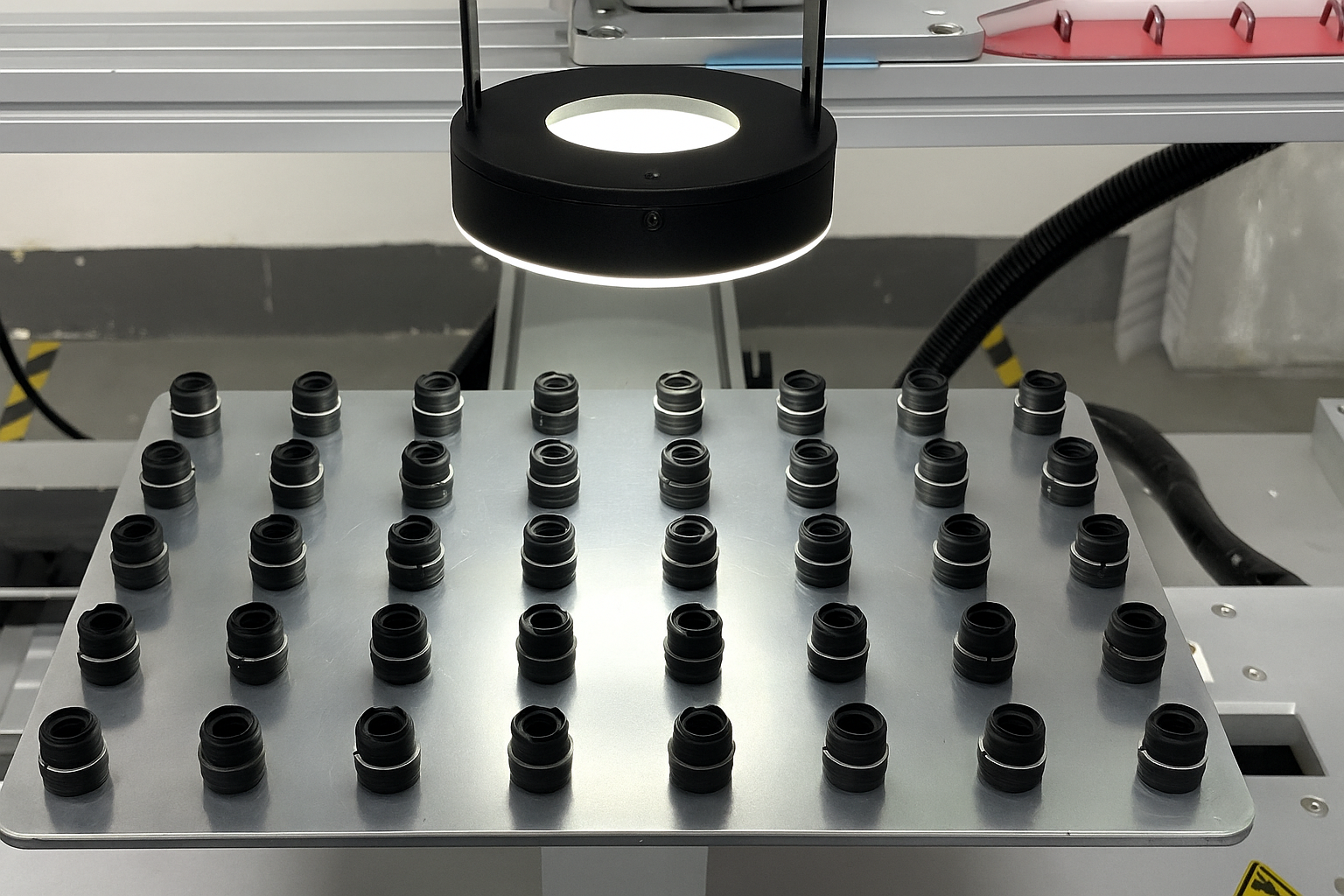
Marcado láser
El marcado láser es sin contacto., sin herramientas, y método altamente preciso para aplicar gráficos permanentes, caracteres alfanuméricos, o identificadores únicos de piezas.
Principio: El láser pulsado de estado sólido entrega energía con una longitud de onda elegida específicamente para el plástico moldeado.. El plástico absorbe esta energía., resultando en un cambio de superficie localizado.
Mecanismos clave:
Cambio de color (Carbonización): El calor del láser provoca cambios químicos dentro del material., a menudo oscureciendo la superficie a negro o gris. Esto requiere aditivos de material específicos..
Espumoso: El láser derrite localmente el plástico., provocando que se formen pequeñas burbujas de gas justo debajo de la superficie, que aparecen como un relieve, marca más clara.
Ablación (Grabado): El láser elimina una fina capa de material de la superficie.. Si el plástico subyacente es de un color diferente, expone la capa de contraste para una marca clara.
Aplicaciones: Por su alta resolución y permanencia, El marcado láser es esencial para piezas que requieren trazabilidad o cumplimiento normativo, como implantes médicos, serialización de electrónica, o componentes de automoción.
4. Tampografía
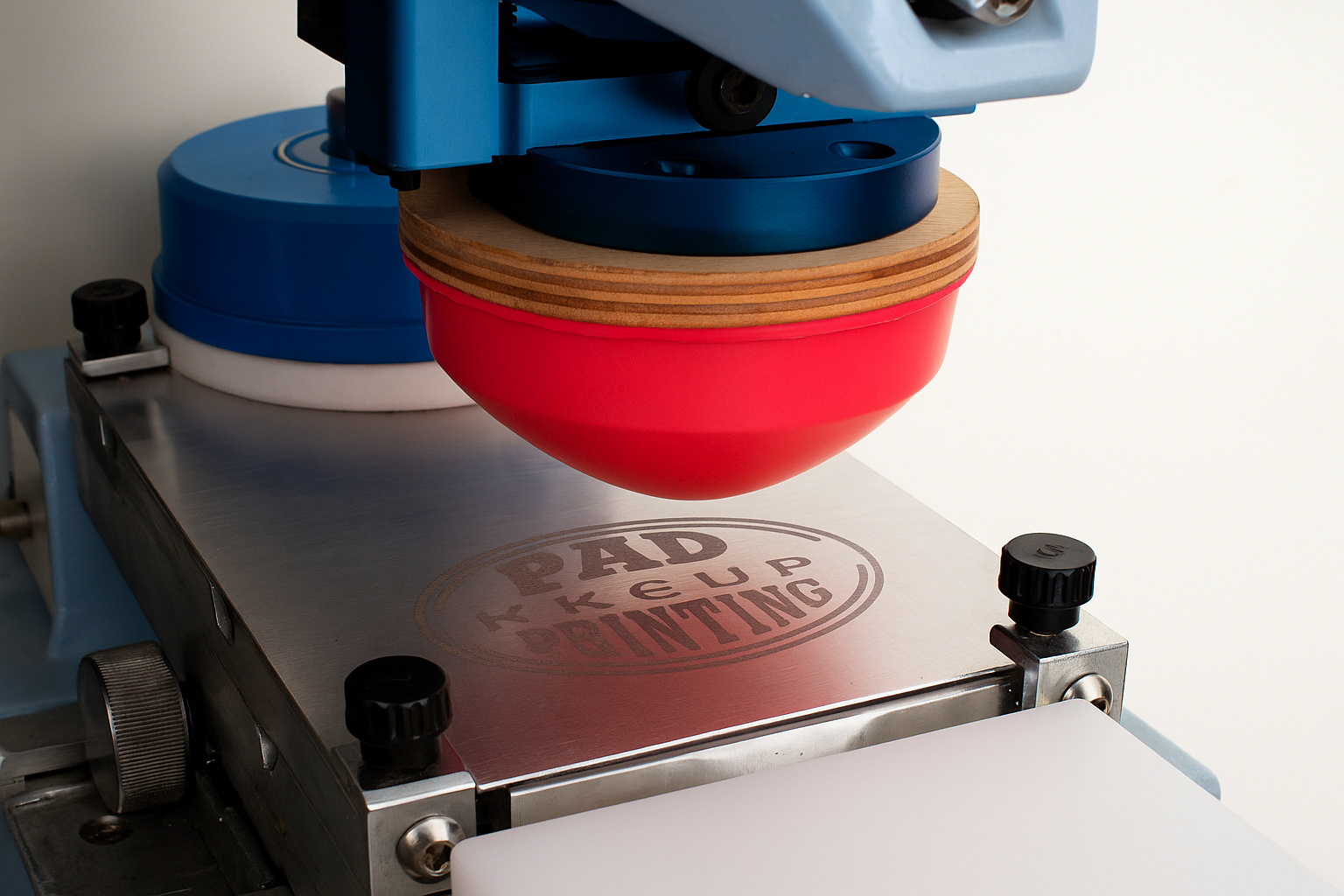
Tampografía
La tampografía es un proceso de impresión offset único diseñado para transferir una imagen 2D a un objeto 3D., a menudo con superficies complejas o no uniformes.
Componentes de procesos:
Cliché (Lámina): Una placa grabada contiene la tinta para la imagen deseada..
Taza de tinta: La copa se desliza sobre el cliché, llenar el área grabada con tinta de secado rápido mientras limpia el resto de la placa.
Almohadilla de transferencia: Se presiona una almohadilla de goma de silicona sobre el cliché., recogiendo la imagen entintada.
Transferir: Luego, la almohadilla se deforma al presionar sobre la superficie de la pieza 3D., transfiriendo la imagen limpiamente.
Ventajas: La tampografía sobresale donde los métodos convencionales fallan, especialmente en cóncavo, convexo, esférico, o superficies irregulares. El uso de tintas de secado rápido minimiza el riesgo de manchas., haciéndolo ideal para bienes de consumo de gran volumen, artículos deportivos, y carcasas de electrodomésticos donde se detallan, Se necesitan gráficos multicolores..
5. Estaca de calor
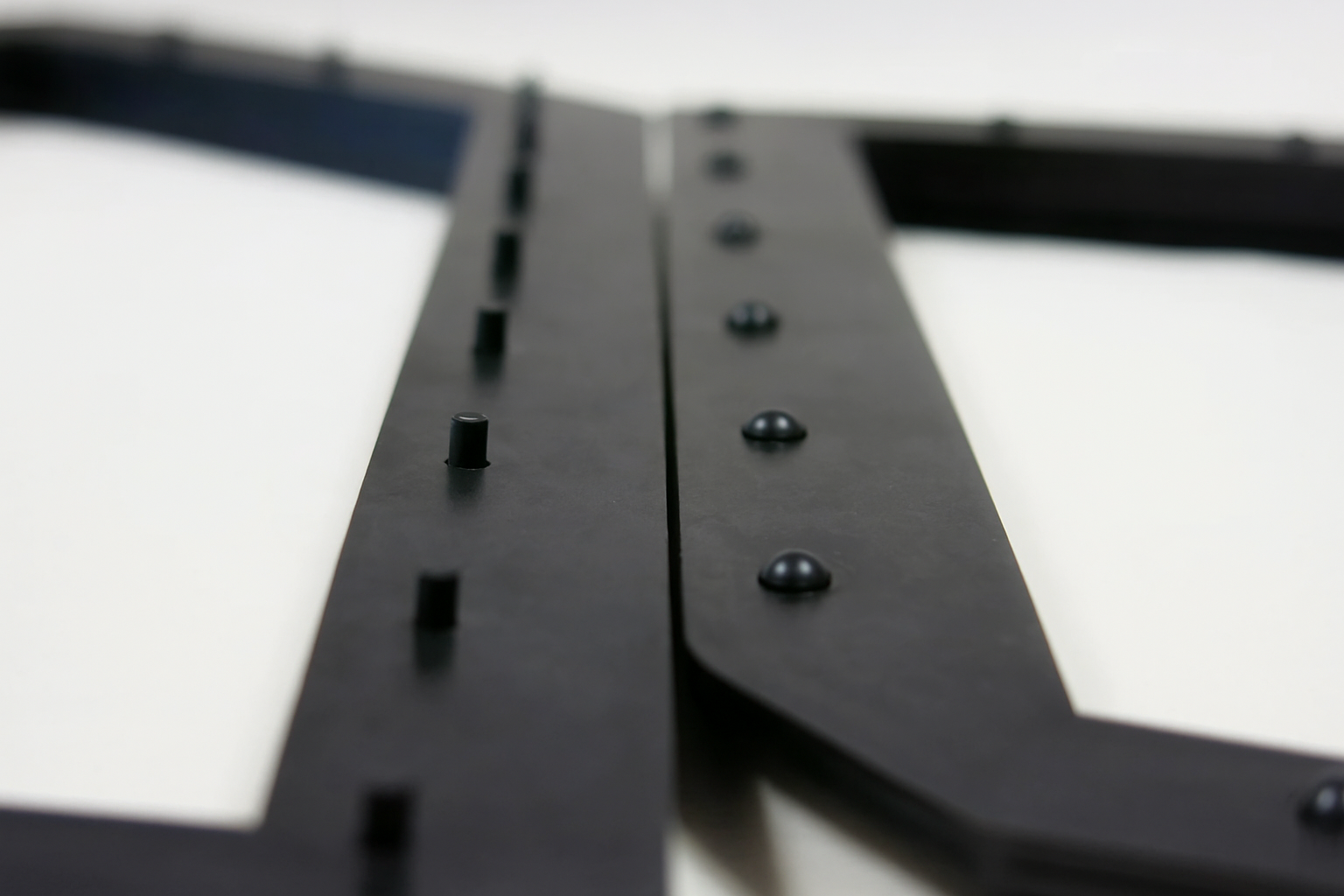
Estaca de calor
Estaca de calor, o estacas termoplásticas, Es una técnica de unión que se utiliza para unir de forma segura dos o más piezas., normalmente para instalar permanentemente un componente no plástico (como un inserto de metal o una PCB) en un componente de plástico.
Mecanismo: Una herramienta calentada o un inserto de metal se presiona contra un perno o saliente de plástico.. El calor provoca la fusión localizada y reflujo de plástico de la punta del perno. Luego, la herramienta moldea el material plástico ablandado hasta darle una cabeza definida. (como una cúpula o una bengala) que captura la parte no plástica.
Beneficios & Aplicaciones:
Crea fuerte, juntas mecánicas permanentes.
Es vital para la instalación. inserciones metálicas roscadas (p.ej., tuercas hexagonales o separadores) en jefes de plástico, Garantizar que los tornillos se puedan utilizar repetidamente durante el montaje del producto..
Su baja fuerza de inserción evita tensiones y posibles grietas en elementos plásticos delicados o de paredes delgadas..
6. Soldadura ultrasónica

Soldadura ultrasónica
La soldadura ultrasónica es un proceso rápido y limpio que une permanentemente dos componentes termoplásticos compatibles mediante vibraciones acústicas de alta frecuencia..
Mecanismo: Una bocina ultrasónica (sonotrodo) vibra entre 20 a 40 kilociclos. Esta vibración se transmite a las piezas que se unen., concentrado específicamente en una característica de interfaz diseñada llamada director de energía. La vibración mecánica genera en este punto un intenso calor de fricción., haciendo que el plástico se derrita y se mezcle. Una vez que la vibración se detiene, Se mantiene una fuerza de sujeción durante un tiempo de retención específico para permitir que el plástico fundido se enfríe y se vuelva a solidificar., creando un permanente, soldadura de estado sólido.
Ventajas:
Velocidad: Los ciclos de soldadura generalmente se miden en segundos..
Limpieza: No requiere disolventes químicos., adhesivos, o sujetadores.
Biocompatibilidad: Esta característica lo hace muy favorecido en el montaje de dispositivos médicos y envases estériles donde los residuos químicos son inaceptables.
Preparación para el posprocesamiento: La planificación temprana es clave
Preparación para el posprocesamiento
Es un error común tratar el posprocesamiento como una ocurrencia de último momento.. Esperar hasta que una pieza esté completamente diseñada y moldeada antes de considerar operaciones secundarias es ineficiente y costoso..
Integración de diseño: Debe analizar activamente sus requisitos de posprocesamiento, ya sea la necesidad de una capa de polvo resistente a los rayones., el tamaño exacto de un inserto estacado térmicamente, o la ubicación de un director de energía para soldadura, con su socio de fabricación al principio de la fase de diseño..
Teniendo en cuenta el posprocesamiento desde el principio, puedes modificar la geometría de la pieza, elige la resina óptima, y seleccione la solución más rentable, En última instancia, ahorrará tiempo y dinero en su próximo proyecto de moldeo por inyección..
Preguntas frecuentes
Q1: ¿El posprocesamiento siempre aumenta el coste final de la pieza??
Sí, El posprocesamiento añade un paso y mano de obra adicionales. (manual o automatizado) al flujo de fabricación, lo que aumenta el coste unitario en comparación con una pieza “directa del molde”. Sin embargo, es un costo estratégico. Por ejemplo, pintar una pieza puede aumentar el coste laboral, pero el costo total del proyecto podría ser más bajo que usar una resina coloreada especial de alto costo en la máquina de moldeo, o pagar por herramientas más complejas diseñadas para eliminar el flash.
Q2: ¿Cómo elijo entre pintar y colorear el plástico directamente??
Plástico para colorear (Resina pigmentada): Ideal para piezas que requieren uniformidad de color en todo el material. (si la superficie se raya, el color permanece) o para piezas de gran volumen donde la consistencia es crítica. A menudo es más barato por simple, colores sólidos.
Cuadro: Ideal para lograr efectos especiales. (metálicos, alto brillo, tacto suave), proporcionando recubrimientos funcionales (Blindaje EMI), o cubrir defectos. Ofrece más control sobre el acabado final y puede ser rentable para lograr múltiples colores en una sola pieza..
Q3: ¿Cuál es la principal diferencia entre el replanteo térmico y la soldadura ultrasónica??
Ambos son métodos de unión., pero su mecanismo difiere:
Estaca de calor: Usos calor conductivo desde una herramienta o inserto calentado para derretir y remodelar un montante o saliente de plástico, bloquear un componente en su lugar. Generalmente es más lenta que la soldadura ultrasónica..
Soldadura ultrasónica: Usos calor por fricción generado por vibraciones de alta frecuencia para fundir las superficies plásticas en la interfaz de la junta. Es mucho más rápido y crea una permanente, Unión de estado sólido directamente entre dos componentes de plástico..
Q4: ¿Se pueden marcar con láser todos los tipos de plástico??
No. El éxito del marcado láser depende en gran medida de la capacidad del plástico para absorber la longitud de onda del láser.. Si bien muchos termoplásticos comunes pueden marcarse, Algunos plásticos transparentes o altamente reflectantes requieren aditivos específicos. (a menudo pigmentos blancos o negros) para facilitar la reacción química necesaria y crear un contraste visible. Es imprescindible la consulta con un especialista en marcado láser.
Q5: ¿Por qué es la preparación de la superficie? (como tratamiento con plasma) tan importante para pintar?
La adhesión adecuada de la pintura requiere una alta energía superficial en el plástico.. Muchos plásticos comunes (EDUCACIÓN FÍSICA, PÁGINAS) Son no polares y tienen baja energía superficial.. Si la energía superficial es demasiado baja, la pintura no mojará la superficie adecuadamente y se desprenderá o se desprenderá fácilmente, comprometiendo gravemente el acabado y la durabilidad. El tratamiento con plasma aumenta temporalmente esta energía superficial., asegurando una fuerte, Enlace a nivel molecular entre la pintura y el plástico..
Q6: ¿Se puede utilizar la tampografía para superficies muy curvadas??
Sí, esta es una de las principales ventajas de la tampografía. La almohadilla de transferencia de silicona es muy flexible y puede deformarse para adaptarse a curvas., esférico, o superficies tridimensionales irregulares, permitiendo una crujiente, imagen plana del cliché (lámina) para ser transferido con precisión a geometría compleja.
![]()