
Aujourd'hui, les fabricants ont accès à une large gamme de tarauds, chacun étant conçu pour des matériaux spécifiques, types de trous, environnements de production, and thread standards. From manual hand taps used in repair work to high-performance carbide machine taps for CNC machining, every tap offers unique advantages for different applications.
Dans ce guide complet, you’ll learn:
What thread taps are and how they work
The different types of thread taps and their applications
How to read thread tap markings
How to choose the right tap based on material and hole type
Common tapping problems and professional solutions
Best practices for achieving high-quality internal threads
Whether you’re a manufacturing engineer, Machiniste CNC, purchasing manager, or product designer, this guide will help you select the most suitable tapping solution for your next project.
What Is a Thread Tap?

UN thread tap is a precision cutting or forming tool used to create internal screw threads inside a drilled hole. The finished threads allow mating fasteners such as bolts and screws to be installed securely, ensuring proper mechanical assembly.
Unlike external threading, which is produced using dies or turning operations, internal threading requires specially designed taps that progressively create the thread profile along the inside wall of the hole.
Thread taps are widely used in:
Milling operations
Drilling centers
Usinage manuel
Fabrication automobile
Aerospace production
Medical equipment manufacturing
Electronics assembly
Heavy equipment fabrication
Because threaded holes are often critical load-bearing features, proper tapping directly influences product performance, assembly accuracy, et fiabilité à long terme.
How Thread Taps Create Internal Threads
Thread taps work by entering a pre-drilled hole while rotating under controlled speed and feed conditions.
Depending on the tap design, they create threads in one of two ways:
Enlèvement de matière (Tarauds de coupe)
Traditional cutting taps remove material using sharp cutting edges located along the flutes.
During rotation:
Cutting edges shear material
Flutes evacuate chips
The thread profile is gradually formed
Internal threads are finished to the required pitch
Cutting taps are the most common type used for steels, acier inoxydable, fonte, and many engineering plastics.
Déformation matérielle (Tarauds de formage)
Thread forming taps, also known as roll taps, do not cut the material.
Plutôt, they plastically deform the material under high pressure, producing threads without generating chips.
Advantages include:
Stronger threads
Meilleure finition de surface
Longer tool life
No chip evacuation issues
Cependant, forming taps only work with ductile materials such as:
Aluminium
Cuivre
Laiton
Acier doux
Certain stainless steels
Main Components of a Thread Tap
Although thread taps come in many styles, most share the same fundamental components.
Chanfreiner
The chamfer is the tapered cutting section at the front of the tap.
It gradually introduces the cutting action into the workpiece while reducing cutting force.
Different tap types have different chamfer lengths:
Long chamfer — taper taps
Medium chamfer — plug taps
Short chamfer — bottoming taps
Cutting Teeth
The cutting teeth remove material or deform it to generate the thread profile.
Their geometry directly affects:
Thread accuracy
Tool life
Finition de surface
Cutting torque
Flutes
Flutes are grooves running along the tap body.
They serve multiple functions:
Guide cutting fluid
Remove chips
Réduisez les forces de coupe
Improve cooling
The flute design is one of the biggest differences between tap types.
Shank
The shank connects the cutting portion to the machine holder or tap wrench.
Industrial taps may include:
Straight shank
Weldon flat
Reinforced shank
Extended shank
Square Drive
Hand taps include a square drive at the end.
This allows a tap wrench to grip and rotate the tool manually.
Machine taps typically omit this feature because they are held by CNC tool holders.
How the Thread Tapping Process Works
Although tapping is often considered a secondary machining process, achieving high-quality threads requires careful planning.
The general workflow includes:
Étape 1: Drill the Hole
A correctly sized drill creates the pilot hole.
The drill diameter must correspond to the desired thread size and pitch.
An oversized hole produces loose threads.
An undersized hole dramatically increases tapping torque.
Étape 2: Align the Tap
Proper alignment is critical.
Misalignment causes:
Broken taps
Crooked threads
Poor assembly
Excessive tool wear
CNC machines automatically maintain alignment, while manual tapping often requires guides or fixtures.
Étape 3: Cut or Form the Thread
The tap rotates into the hole.
Depending on its design, it either:
Removes material
Forms material
Chip evacuation becomes especially important for blind holes.
Étape 4: Remove the Tap
After reaching the required depth, the tap reverses out of the hole.
Modern CNC machines perform synchronized rigid tapping for maximum precision.
Étape 5: Inspect the Threads
Quality inspection usually includes:
Go/No-Go gauges
Thread plug gauges
Coordonner les machines de mesure (MMT)
Optical inspection systems
Inspection ensures dimensional accuracy before assembly.
Understanding Standard Thread Tap Markings
Every quality thread tap contains laser markings or engraved information that helps machinists identify its specifications.
Understanding these markings ensures the correct tap is selected for the job.
Nominal Size
The nominal size indicates the major diameter of the thread.
Les exemples incluent:
M3
M6
M10
M16
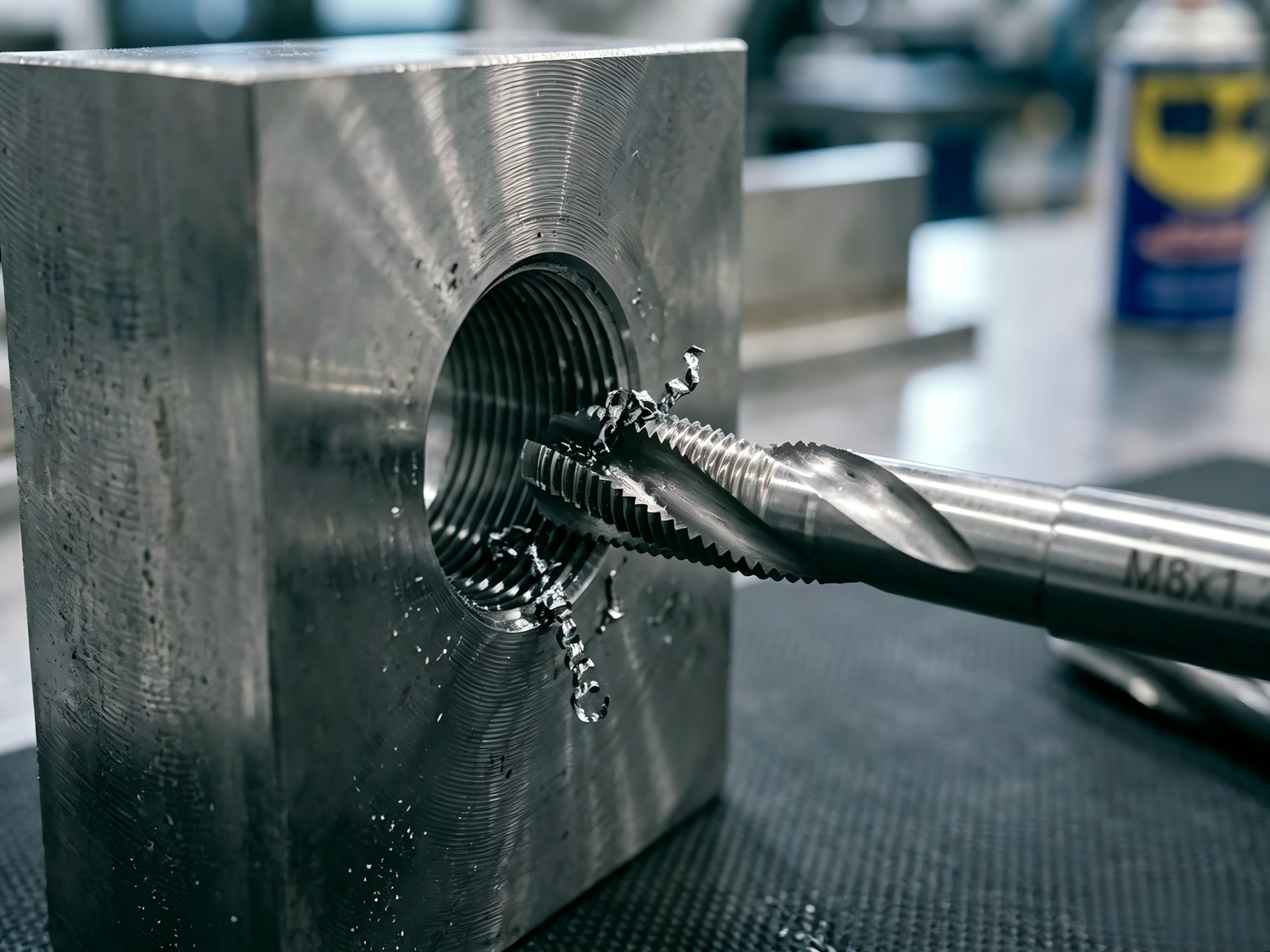
Par exemple:
M8 × 1.25
moyens:
Major diameter: 8 mm
Thread pitch: 1.25 mm
Thread Standard
Different industries follow different thread systems.
Common standards include:
| Standard | Application |
| Metric (OIN) | Worldwide manufacturing |
| UNC | General-purpose fasteners |
| Uf | Fine threads |
| UNEF | Precision applications |
| NPT | Pipe sealing |
| BSP | Hydraulic systems |
| ACME | Power transmission |
Choosing the wrong thread standard makes assembly impossible.
Tap Material
Different materials provide different levels of wear resistance.
Acier à haute vitesse (HSS)
Avantages:
Abordable
Difficile
Easy to sharpen
Good for aluminum and mild steel
Mieux pour:
Usinage général
Production à faible volume
Cobalt HSS (HSS-Co)
Contains additional cobalt for:
Higher heat resistance
Better hardness
Improved wear resistance
Adapté à:
Acier inoxydable
Alloy steel
Titanium alloys
Solid Carbide
Carbide taps provide:
Exceptional rigidity
Outstanding wear resistance
Longue durée de vie
Excellente stabilité dimensionnelle
Mieux pour:
Hardened steel
Fonte
High-volume CNC production
Powder Metal
Powder metallurgy taps combine:
Dureté
Résistance à l'usure
Improved fracture resistance
Commonly used in automated production lines.
TiN-Coated Taps
Titanium Nitride coating provides:
Reduced friction
Improved lubricity
Better heat resistance
Longer tool life
Idéal pour:
Acier au carbone
Alloy steel
Medium-volume machining
Pitch Diameter
Pitch diameter determines how tightly the internal thread fits the mating fastener.
Proper pitch diameter affects:
Assembly quality
Thread strength
Fastener engagement
Vibration resistance
Precision industries such as aerospace and medical manufacturing often require very tight pitch diameter tolerances.
Thread Tolerance Classes
International standards define acceptable dimensional variations.
Common tap tolerance classes include:
| Tap Class | Typical Internal Thread |
| H1 | 4H–5H |
| H2 | 5G–6H |
| H3 | 6G–7H |
| H4 | 6H–7H |
Selecting the proper tolerance ensures the desired fit between internal and external threads while maintaining interchangeability.
Types de tarauds

Selecting the right thread tap is essential for producing accurate, durable, and high-quality internal threads. Every tap is designed with specific cutting geometry, flute design, chamfer length, and chip evacuation characteristics to perform efficiently under certain machining conditions.
Factors such as workpiece material, hole type, volume de production, machine capability, and thread standard all influence which tap should be used. Understanding these differences allows manufacturers to improve machining efficiency, reduce tool wear, minimize downtime, and achieve consistent thread quality.
Below are the most common types of thread taps and their ideal applications.
Tarauds à main
Hand taps are the traditional tools used for manually cutting internal threads. They are widely used in maintenance, travaux de réparation, prototypage, and low-volume manufacturing where CNC machining is not necessary.
Unlike machine taps, hand taps are generally supplied as a set of three taps that work together to gradually produce the finished thread.
Taraud conique
The taper tap is designed to start the threading process.
It features a long chamfer with approximately 8–10 gradually tapered threads, allowing the cutting load to be distributed evenly across multiple cutting edges.
Avantages
Easy thread alignment
Reduced cutting force
Less chance of tap breakage
Ideal for beginners
Smooth thread entry
Limites
Cannot cut threads to the bottom of blind holes
Requires additional taps to complete threading
Meilleures applications
Starting manual threads
Through holes
General maintenance
Repair work
Branchez le robinet
The plug tap is considered the most versatile hand tap.
It contains approximately 3–5 chamfered threads, allowing it to continue threading after a taper tap or, in many cases, start threading directly.
Because of its balanced geometry, the plug tap is commonly used in workshops and machine shops.
Avantages
Polyvalent
Suitable for most materials
Faster than taper taps
Excellent for through holes
Meilleures applications
General-purpose threading
Production repair
Maintenance operations
Medium-depth holes
Robinet de fond
Bottoming taps are specifically designed for blind holes.
Unlike taper taps, they contain only 1–2 chamfered threads, allowing the cutting edges to continue almost to the tip of the tool.
This enables the tap to create threads nearly to the bottom of the hole.
Avantages
Maximum thread depth
Ideal for blind holes
Produces full-length threads
Limites
Cannot start threads by itself
Requires a taper or plug tap first
Meilleures applications
Blind holes
Precision assemblies
Composants aérospatiaux
Hydraulic manifolds
Tarauds pour machines
Machine taps are engineered for automatic threading operations using CNC machining centers, presses à perceuses, and tapping machines.
Unlike hand taps, they are designed to complete the threading operation in a single cycle while maintaining high accuracy and productivity.
Modern machine taps are manufactured using premium tool materials such as:
Acier à haute vitesse (HSS)
Powder Metal
HSS-Co (Cobalt)
Solid Carbide
Many are further enhanced with advanced coatings such as:
Étain
TiCN
Tialn
AlCrN
These coatings significantly improve wear resistance and heat dissipation.
Avantages
Efficacité de production élevée
Excellente répétabilité
Compatible with rigid tapping
Suitable for automation
Longer tool life
Meilleures applications
Usinage CNC
Production de masse
Fabrication automobile
Aerospace machining
Medical component production
Spiral Flute Taps
Spiral flute taps are one of the most commonly used taps for trous aveugles.
Their helical flute design lifts chips upward and out of the hole during machining.
This greatly reduces chip packing, which is one of the primary causes of broken taps.
Comment ils fonctionnent
As the tap rotates:
Cutting edges remove material.
Helical flutes pull chips upward.
Coolant reaches the cutting zone efficiently.
Thread quality improves.
Spiral Angle Selection
The helix angle affects cutting performance.
| Angle d'hélice | Mieux pour |
| 15° | Matériaux durs |
| 25° | Usinage général |
| 35° | Acier inoxydable |
| 45° | Aluminum and soft materials |
Avantages
Excellent chip evacuation
Reduced tap breakage
Improved surface finish
Ideal for deep blind holes
Meilleures applications
Acier inoxydable
Aluminium
Titane
Blind holes
Deep threaded holes
Spiral Point Taps (Gun Taps)
Although often confused with spiral flute taps, spiral point taps operate differently.
Instead of pulling chips upward, ils push chips forward through the hole.
Pour cette raison, spiral point taps are best suited for through holes.
Comment ils fonctionnent
During cutting:
Chips move ahead of the tap.
The cutting zone remains clear.
Lower cutting torque is generated.
Faster machining becomes possible.
Avantages
High production speed
Excellent chip evacuation
Longer tool life
Reduced cutting resistance
Meilleures applications
Through holes
Usinage CNC
Production machining
Acier au carbone
Alloy steel
Pipe Taps
Pipe taps produce internal pipe threads used for sealing fluids and gases.
Unlike standard fastening threads, pipe threads are designed to create pressure-tight joints.
The most common standards include:
NPT
NPTF
BSPT
BSPP
Pipe taps are widely used in:
Hydraulic systems
Pneumatic systems
Oil and gas equipment
Water pipelines
Industrial valves
Avantages
Leak-resistant connections
Standardized thread forms
Reliable sealing performance
Thread Forming Taps (Roll Taps)
Thread forming taps create threads without removing material.
Au lieu de couper, they plastically deform the workpiece material.
Because no chips are generated, thread forming taps eliminate chip evacuation problems entirely.
Avantages
No chips
Stronger threads
Better fatigue resistance
Improved surface finish
Longer tool life
Limites
They require ductile materials.
Suitable materials include:
Aluminium
Cuivre
Laiton
Acier doux
Low-carbon steel
Some stainless steels
They should not be used on brittle materials such as cast iron.
Applications typiques
Pièces automobiles
Électronique
Aluminum housings
Production à volume élevé
Combined Drill and Tap
A combined drill and tap integrates two machining operations into one tool.
The drill point first creates the hole.
Immediately afterward, the threading section cuts the internal threads.
This eliminates tool changes and reduces cycle time.
Avantages
Production plus rapide
Reduced setup time
Lower machining costs
Improved positional accuracy
Limites
Best suited for:
Thin materials
Aluminium
Laiton
Plastiques
Medium-duty production
Solid Carbide Taps
Solid carbide taps are premium tools designed for demanding machining environments.
Compared with HSS taps, carbide taps offer:
Higher hardness
Résistance à l'usure supérieure
Greater dimensional stability
Excellent high-speed performance
Because carbide is less flexible, these taps require rigid machines and precise alignment.
Meilleures applications
Hardened steel
Fonte
High-temperature alloys
Titanium alloys
High-volume CNC machining
Extension Taps
Extension taps feature an extended shank that allows machining in locations where standard taps cannot reach.
These taps are commonly used for:
Cavités profondes
Long blind holes
Mold manufacturing
Structures aérospatiales
Large fabricated components
Avantages
Long reach
Improved accessibility
Stable threading in confined areas
Interrupted Thread Taps
Interrupted thread taps have alternating cutting teeth removed from the thread profile.
This unique geometry creates larger spaces for chip evacuation.
Par conséquent:
Cutting torque decreases.
Heat generation is reduced.
Chip clogging becomes less likely.
These taps perform particularly well in gummy materials and long-chip alloys.
Meilleures applications
Acier inoxydable
Nickel alloys
Deep-hole machining
Heavy-duty production
Stay Bolt Taps
Stay bolt taps are specialized tools designed for machining large-diameter stay bolts used in boilers, récipients sous pression, and power generation equipment.
These taps typically feature:
Large diameters
Deep flutes
Heavy-duty construction
Applications
Boiler manufacturing
Steam systems
Power plants
Heavy industrial equipment
Gas Taps
Gas taps are specially designed for gas pipeline connections.
They produce precise internal threads that ensure leak-free sealing under pressure.
Les applications courantes incluent:
Natural gas systems
LPG equipment
Industrial gas lines
Valve manufacturing
Master Taps
Unlike standard production taps, master taps are primarily used for thread verification and calibration.
They help manufacturers:
Inspect thread quality
Verify thread dimensions
Restore lightly damaged threads
Maintain machining accuracy
Master taps are commonly found in quality control laboratories and precision machining facilities.
Comparison of Different Thread Tap Types
Choosing the right tap becomes much easier when comparing their characteristics side by side.
| Tap Type | Best Hole Type | Évacuation des copeaux | Meilleurs matériaux | Volume de production | Main Advantage |
| Taraud conique | Through | Modéré | General metals | Faible | Easy thread starting |
| Branchez le robinet | Through | Modéré | Usinage général | À faible médium | Most versatile |
| Robinet de fond | Blind | Limité | General metals | Faible | Maximum thread depth |
| Machine Tap | Les deux | Depends on design | La plupart des métaux | Haut | Automated production |
| Spiral Flute Tap | Blind | Upward | Acier inoxydable, aluminium | Haut | Excellent chip removal |
| Spiral Point Tap | Through | Forward | Acier, acier allié | Haut | High-speed threading |
| Pipe Tap | Pipe holes | Modéré | Acier, laiton | Moyen | Leak-tight pipe threads |
| Thread Forming Tap | Les deux | No chips | Aluminium, cuivre | Haut | Stronger threads |
| Combined Drill & Tap | Through | Modéré | Métaux doux | Haut | One-step machining |
| Solid Carbide Tap | Les deux | Excellent | Hardened materials | Haut | Longest tool life |
| Extension Tap | Deep holes | Depends | Divers | Moyen | Long reach |
| Interrupted Thread Tap | Deep holes | Excellent | Acier inoxydable | Haut | Reduced torque |
| Stay Bolt Tap | Large holes | Excellent | Heavy steel | Faible | Large industrial threads |
| Master Tap | Inspection | N / A | Divers | QC | Thread verification |
Why Understanding Tap Types Matters
Using the correct thread tap is about more than simply creating threads. It directly impacts machining efficiency, vie de l'outil, précision dimensionnelle, assembly quality, and production costs. Matching the tap design to the material, hole type, and machining process helps reduce downtime, improve consistency, and achieve reliable results across both prototype and high-volume manufacturing.
Next Part: Thread Tap Size Chart, Thread Tolerance Guide, How to Choose the Right Thread Tap, and Expert Selection Tips for Different Materials and Applications.
Thread Tap Size Chart
Selecting the correct tap drill size is one of the most critical steps in any threading operation. Even the highest-quality tap cannot produce accurate threads if the pilot hole is too large or too small.
An undersized hole increases cutting torque, génère une chaleur excessive, and significantly raises the risk of tap breakage. inversement, an oversized hole produces shallow threads with reduced holding strength, potentially leading to assembly failure.
The proper tap drill size depends on several factors:
Thread size
Thread pitch
Thread standard (Metric, UNC, Uf, NPT, etc.)
Workpiece material
Thread percentage required
Type of tap (cutting or forming)
For most general machining applications, a thread engagement of 65%–75% provides an excellent balance between thread strength and tapping torque.
Standard Metric Thread Tap Drill Chart
The following chart lists commonly used metric thread sizes along with their recommended drill diameters.
| Taille de filetage | Pas (mm) | Recommended Drill Size |
| M2 × 0.4 | 0.40 | 1.60 mm |
| M2.5 × 0.45 | 0.45 | 2.05 mm |
| M3 × 0.5 | 0.50 | 2.50 mm |
| M4 × 0.7 | 0.70 | 3.30 mm |
| M5 × 0.8 | 0.80 | 4.20 mm |
| M6 × 1.0 | 1.00 | 5.00 mm |
| M8 × 1.25 | 1.25 | 6.80 mm |
| M10 × 1.5 | 1.50 | 8.50 mm |
| M12 × 1.75 | 1.75 | 10.20 mm |
| M16 × 2.0 | 2.00 | 14.00 mm |
| M20 × 2.5 | 2.50 | 17.50 mm |
| M24 × 3.0 | 3.00 | 21.00 mm |
Conseil: Always consult the manufacturer’s tap drill recommendations, especially when using thread forming taps, as they typically require a slightly larger pilot hole than cutting taps.
Understanding Thread Engagement
Thread engagement refers to the percentage of the thread profile that is fully formed inside the hole.
Many engineers mistakenly assume that higher thread engagement always results in stronger threads. In reality, increasing thread engagement beyond approximately 75% dramatically raises cutting torque while offering only marginal improvements in thread strength.
General recommendations include:
| Engagement dans le fil de discussion | Typical Application |
| 55–60% | Soft materials, production à grande vitesse |
| 65–70% | Usinage général |
| 70–75% | Most industrial applications |
| 75–85% | High-strength connections (when required) |
Most CNC machining operations target 70% thread engagement because it provides an excellent balance between strength, vie de l'outil, et productivité.
Thread Tap Tolerance Guide

Thread tolerances determine how tightly an internal thread fits with its mating external thread. Proper tolerance selection ensures smooth assembly while maintaining sufficient holding strength and interchangeability.
Thread tolerances are standardized under international specifications such as OIN, ANSI, et DEPUIS.
Why Thread Tolerances Matter
Incorrect tolerances can result in:
Loose assemblies
Excessive vibration
Poor load distribution
Difficulty during assembly
Premature fastener wear
Component failure
Choosing the correct tolerance class is especially important in industries such as aerospace, Équipement médical, automobile, and precision instrumentation.
Common Tap Tolerance Classes
| Tap Tolerance | Typical Internal Thread |
| H1 | 4H, 5H |
| H2 | 5G, 6H |
| H3 | 6G, 7H |
| H4 | 6H, 7H |
En général:
H1 produces tighter threads.
H2 is the most common general-purpose class.
H3 allows slightly looser fits.
H4 is used where additional clearance is required.
Thread Fit Types
Engineers typically select one of three fit categories depending on the application’s functional requirements.
Close Fit
Designed for precision assemblies requiring minimal clearance.
Les applications typiques incluent:
Composants aérospatiaux
Matériel médical
Instruments de précision
Normal Fit
The most commonly used fit in industrial manufacturing.
Adapté à:
Machines générales
Pièces automobiles
Produits de consommation
Équipement industriel
Loose Fit
Provides additional clearance for applications involving:
Dirt or debris
Frequent assembly/disassembly
Extension thermique
Coated fasteners
Expert Tips for Choosing the Best Thread Tap
Experienced machinists often consider additional factors beyond the basic specifications to optimize tapping performance:
Utiliser spiral flute taps for blind holes to improve chip evacuation.
Choisir spiral point taps for through holes to maximize productivity.
Sélectionner thread forming taps for ductile materials when stronger, chip-free threads are desired.
Match the tap material and coating to the workpiece material for optimal tool life.
Ensure the machine has sufficient rigidity, especially when using carbide taps.
Verify coolant delivery to reduce heat buildup and improve chip removal.
Use the correct tapping speed and feed based on the material and tap manufacturer’s recommendations.
Regularly inspect taps for wear and replace them before thread quality deteriorates.
Making informed tap selections not only improves thread quality but also reduces machining costs, minimizes downtime, and increases overall manufacturing efficiency. Contactez-nous pour plus d'informations.
![]()

